Setting up a PET bottle recycling washing plant is an important but expensive investment for businesses aiming to process plastic waste efficiently. Understanding the cost breakdown can help you make informed decisions about your investment.
The cost of setting up a PET bottle recycling washing plant depends on various factors including the scale, equipment quality, and location. On average, it ranges from $200,000 to $500,000 or more.

Starting a PET recycling plant involves several key considerations, each of which impacts the overall cost. Let’s dive into the main components of such an investment to give you a clearer picture of the expenses involved.
What is the cost of PET recycling plant1?
Setting up a PET recycling plant requires significant capital. Understanding the factors influencing the cost can help you estimate your budget.
The cost of a PET recycling plant varies depending on several aspects such as the processing capacity2, equipment quality, and location. Typically, the cost can range from $200,000 to over $500,000. Factors like the level of automation, plant size, and desired production output will drive this cost.

Cost Breakdown
When we think about the cost of setting up a PET recycling washing plant, we must consider several essential components. Below is a table outlining some of the most common expenses involved in the process:
| Component | Estimated Cost Range |
|---|---|
| Plant Construction | $50,000 – $150,000 |
| Machinery and Equipment | $100,000 – $300,000 |
| Installation and Commissioning | $10,000 – $50,000 |
| Raw Material and Supply | $5,000 – $20,000 |
| Labor and Training | $10,000 – $30,000 |
| Operating License/Permits | $5,000 – $20,000 |
As you can see, machinery and equipment3 typically make up the largest portion of the investment. Also, the cost of installation, labor, and permits can add to the overall expense.
What recycling equipments are needed?
To run a PET bottle recycling washing plant4 effectively, you need various specialized equipment for each stage of the process. Each piece of equipment is crucial to ensure the recycling process is efficient, and that the final recycled product (rPET5) is of high quality.
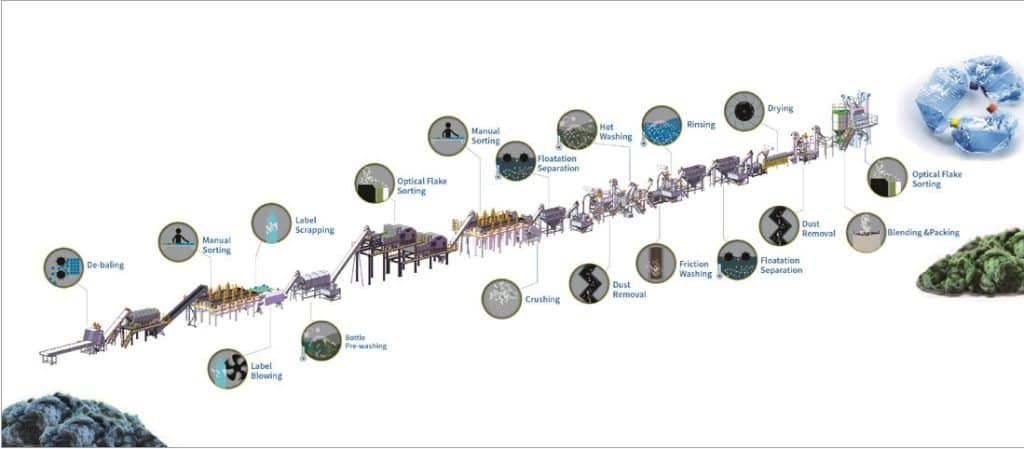
The PET bottle recycling washing line typically involves the following equipment:
1. Belt Conveyor
Purpose: A belt conveyor is the first step in any recycling plant. It’s used for moving the incoming PET bottles from one area to another.
The conveyor system ensures that the bottles are delivered to the next machine without manual intervention. It’s essential for organizing the workflow in a large-scale operation.
Cost Range: $2,000 – $5,000
2. Bale Breaker
Purpose: PET bottles are often received in bales (compressed bundles). The bale breaker is used to open up the bales and separate the bottles for further processing.
A bale breaker uses mechanical force to break apart the bales, ensuring that individual bottles are free and ready for shredding or washing.
Cost Range: $15,000 – $50,000
3. Crusher or Shredder
Purpose: Once the bottles are separated, the next step is to shred them into smaller flakes. This is done by a crusher or shredder. These machines cut the PET bottles into small pieces, which are easier to wash and process.
The size of the flakes produced depends on the settings of the machine. Smaller flakes improve the efficiency of the washing process as they provide more surface area for cleaning.
Cost Range: $20,000 – $80,000
4. Hot Washer
Purpose: The hot washing tank6 is crucial for removing contaminants such as labels, adhesives, oils, and dirt from the shredded PET flakes.
This machine typically uses hot water, detergents, and agitation to remove impurities. The quality of the washing process determines the quality of the final recycled material. A good washing system can increase the yield of high-quality rPET.
Cost Range: $15,000 – $30,000
5. Floating Tank (De-labeling Tank)
Purpose: PET bottles often have paper or plastic labels attached. The floating tank7 is designed to remove these labels during the washing process.
The system works by floating the paper labels off the PET flakes, while the heavier PET material sinks to the bottom. This ensures that the PET remains clean and free from contamination.
Cost Range: $25,000 – $50,000
6. Dryer
Purpose: After the washing process, the PET flakes need to be dried to remove any remaining water. A dryer is used to ensure the flakes are completely dry before they move on to the next step in the recycling process.
Typically, a hot air dryer8 or centrifugal dryer is used to remove moisture. Proper drying is essential because any remaining moisture can affect the quality of the final pellets.
Cost Range: $25,000 – $70,000
7. Extruder/Pelletizer

Purpose: The last step in the process is to convert the clean, dried PET flakes into recycled PET pellets. This is done using an extruder or pelletizer.
In this machine, the PET flakes are melted down and then extruded into small pellets. These pellets can be sold as raw material for new plastic products or used to make new PET bottles. The pelletizer is a critical piece of equipment as it turns the recycled material into a form that can be easily reused.
Cost Range: $50,000 – $200,000
8. Metal Separator
Purpose: During the recycling process, metal contaminants (such as aluminum caps or metallic residues) can accidentally get mixed with the PET material. The metal separator9 is a device designed to remove any metallic materials from the shredded PET.
This equipment is often installed after the shredding and washing stages to ensure that the final product is free from metallic impurities.
Cost Range: $10,000 – $40,000
9. Air Classifier
Purpose: An air classifier is used to separate lightweight contaminants (like dust, small plastic particles, or paper) from the PET flakes. It works by using a stream of air to blow away the lighter materials, while the heavier PET material falls into a collection bin.
This ensures that only pure PET remains for further processing.
Cost Range: $5,000 – $30,000
10. Cooling System
Purpose: After the PET flakes are extruded into pellets, they need to be cooled down to solidify. A cooling system or water bath is used to rapidly cool the extruded material before it’s formed into pellets.
This step is crucial because the pellets need to be solidified and cooled to maintain their shape and quality.
Cost Range: $5,000 – $25,000
Summary of Key Equipment
| Equipment | Estimated Cost Range | Purpose |
|---|---|---|
| Belt Conveyor10 | $2,000 – $5,000 | Moves PET bottles for processing. |
| Bale Breaker | $15,000 – $50,000 | Breaks PET bales into individual bottles. |
| Crusher/Shredder | $20,000 – $800,000 | Shreds PET bottles into flakes. |
| Hot Washer | $15,000 – $30,000 | Washes PET flakes to remove contaminants. |
| Floating Tank | $25,000 – $50,000 | Removes paper or plastic labels. |
| Dryer | $25,000 – $70,000 | Removes moisture from the PET flakes. |
| Extruder/Pelletizer11 | $50,000 – $200,000 | Converts PET flakes into pellets. |
| Metal Separator | $10,000 – $40,000 | Removes metallic impurities. |
| Air Classifier | $5,000 – $30,000 | Separates light contaminants from PET. |
| Cooling System | $5,000 – $25,000 | Cools PET pellets after extrusion. |
These are the core pieces of equipment required for a typical PET bottle recycling washing line12. The costs listed above are estimates and can vary based on the capacity, brand, and specific requirements of the plant. Investing in quality machinery is crucial to ensuring the success and efficiency of your recycling operation.
What is the yield of PET bottle recycling?
The yield of PET bottle recycling refers to the amount of high-quality recycled PET (rPET) that can be produced from the washing and processing of used bottles. This yield depends on several factors, including the quality of the incoming PET bottles, the efficiency of the recycling process, and the technology used.
Typically, a PET recycling washing plant13 can recover up to 90-95% of the PET material from the bottles. However, the actual yield can vary, with some plants achieving slightly lower or higher rates depending on the factors mentioned above.

Factors Affecting Yield
Several key factors affect the yield of recycled PET, including:
- Contamination Levels14: The cleaner the input material, the higher the yield. Contaminants like labels, adhesives, and caps can reduce the quality and quantity of the final product.
- Quality of Washing15: The washing process is critical in removing contaminants. Poorly washed PET can result in a lower yield and lower-quality rPET.
- Equipment Efficiency: More advanced and automated machinery tends to provide higher yields due to better sorting, washing, and drying processes.
In general, achieving a higher yield often requires a larger investment in equipment and a more refined washing process.
How much space is needed for a PET recycling washing plant?
The space required for a PET recycling washing plant depends on the plant’s capacity and the scale of operation. On average, a medium-sized plant will need anywhere from 5000 to 20,000 square feet16 of space.
Smaller plants focusing on low-volume recycling may need less space, whereas larger plants with higher processing capacities require more room to accommodate the equipment, storage areas, and workers.

Space Considerations
When planning the layout for your PET recycling washing plant, keep in mind the following considerations:
- Machine Placement17: Equipment needs to be strategically placed for efficient flow.
- Storage Area18: You will need space to store PET bottles before processing, as well as space for storing the final recycled pellets.
- Waste Management: A section dedicated to handling waste and residue generated during the recycling process.
- Employee Facilities: Space for workers to safely operate the machines and attend to other plant operations.
If you’re planning a larger plant, you might also need additional space for scaling up operations as demand increases.
How much do normal recycling plants cost?
The cost of a standard recycling plant can vary depending on the type of material being processed. A basic recycling plant for PET bottles can cost anywhere between $100,000 and $1,000,00019. However, for more sophisticated plants with automation and higher capacity, the cost can exceed $1,000,000.
The cost of a plant will also depend on factors such as location, labor costs, and environmental regulations.
Comparison with Other Recycling Plants
Here’s a general comparison of the cost ranges for different types of recycling plants:
| Type of Recycling Plant | Estimated Cost Range |
|---|---|
| Small PET Recycling Plant20 | $100,000 – $300,000 |
| Medium-Sized PET Recycling Plant | $300,000 – $600,000 |
| Large PET Recycling Plant | $600,000 – $1,000,000+ |
| Other Material Recycling Plant | $50,000 – $500,000 |
While the cost of setting up a PET bottle recycling washing plant might seem high, it’s important to recognize the long-term financial benefits, including potential revenue from selling rPET pellets21 and the environmental impact reduction.
Conclusion
Setting up a PET bottle recycling washing plant can cost anywhere from $200,000 to over $500,000, depending on the scale and equipment. Proper planning and investment in the right equipment will ensure your plant is both efficient and profitable.
-
Understanding the key factors can help you better plan your budget and investment for setting up a PET recycling plant. ↩
-
Exploring how processing capacity affects costs can guide you in choosing the right scale for your PET recycling plant to optimize investment. ↩
-
Staying updated on the latest machinery and equipment can help you make informed decisions to enhance efficiency and reduce costs in your PET recycling plant. ↩
-
Understanding the essential components can help optimize the recycling process, ensuring efficiency and high-quality rPET production. ↩
-
Exploring rPET production can provide insights into sustainable recycling practices and the importance of high-quality recycled materials. ↩
-
Learning about the hot washing tank’s role can highlight its importance in removing contaminants, crucial for producing high-quality rPET. ↩
-
Understanding the mechanics of a floating tank can enhance the efficiency of your recycling process, ensuring cleaner PET material. ↩
-
Exploring the advantages of hot air dryers can help you achieve better drying results, crucial for high-quality PET pellets. ↩
-
Learning about the role of metal separators can prevent contamination, ensuring the purity and quality of recycled PET. ↩
-
Exploring the role of Belt Conveyors can reveal insights into streamlining the movement of PET bottles, enhancing overall recycling efficiency. ↩
-
Learning about Extruder/Pelletizer benefits can help you understand how to convert PET flakes into pellets effectively, a crucial step in recycling. ↩
-
Understanding the process can help optimize your recycling operation, ensuring efficiency and quality in PET bottle recycling. ↩
-
Understanding the efficiency of PET recycling washing plants can help in optimizing the recycling process for higher yields and better quality rPET. ↩
-
Exploring the impact of contamination levels on PET recycling yield can provide insights into improving the quality of recycled PET. ↩
-
Learning about the importance of washing quality in PET recycling can help in achieving higher yields and better quality of recycled PET. ↩
-
Understanding the space requirements is crucial for planning and optimizing the layout of your PET recycling washing plant, ensuring efficient operation and scalability. ↩
-
Proper machine placement is key to achieving an efficient workflow and maximizing productivity in your PET recycling washing plant. ↩
-
An effective storage area design ensures smooth operations by facilitating easy access to materials and final products, enhancing overall plant efficiency. ↩
-
Understanding the cost factors can help in planning and budgeting for a recycling plant, ensuring financial sustainability. ↩
-
Exploring the benefits can highlight the potential for profitability and environmental impact, making it a worthwhile investment. ↩
-
Learning about the revenue potential from rPET pellets can provide insights into the financial viability of recycling operations. ↩